たぶん、Fusion360のCAMとかの出力gcode使ってる分には関係ない。
自分は手書きでgcode書く方が多いので ★重要★ なおぼえ。。。
先のGcodeの間違い、 厳密にはまちがいじゃないのかな?
エラーが出るわけではない。 gcode、まだまだちゃんとわかってないとこある。
ただシミュレータでも軌跡通りには動かないし、
実際のCNC1310では実刃も軌跡通りに走らない・・・
Gcodeセンダーソフトはこれ。結局、CNC1310についてたソフト。
たぶん少数派。これよりいいと言われてるのいくらでもあるけど
いろいろ試して自分はやっぱりこれが良くて戻った。
他のは大抵高機能すぎてモノ、CNC1310とバランスよくない気がした。
これ機能は少ないけど必要なよく使う機能がプルダウン開いたり、
キーボードで入力したりせず、マウスで簡単にメイン画面だけでいける。

Gcodeの作成、
凝った2次元、3次元曲面の時はFusion360のCAM出力を使うけど
簡単な幾何学形状加工はgcode直接書いた方が早かったり変更しやすいので
エディタやエクセルのマクロで作ってる。
また同じミスは時々やりそうなんで ★重要★ 覚え 。
刃を追ってしまったり、部品をパーにしたり、危ないこともあるんで。
軌跡はこれ。先日からのΦ40の面取り。
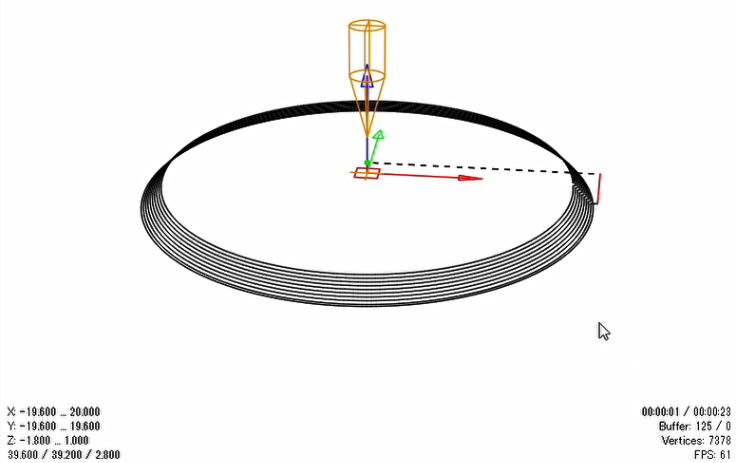
Gcodeはこちら。
(シミュレーションが軌跡通り走らないGcode)
S5000 M3
F60
G0 Z1
G0 X0 Y0
G0 X20 Y0
G1 Z-1.8
G1 X19.8 Y0
G2 X19.6 Y0 I-19.6 J0 Z-1.8
G1 X19.6 Y0
G2 X19.4 Y0 I-19.4 J0 Z-1.6
G1 X19.4 Y0
G2 X19.2 Y0 I-19.2 J0 Z-1.4
G1 X19.2 Y0
G2 X19.0 Y0 I-19.0 J0 Z-1.2
G1 X19.0 Y0
G2 X18.8 Y0 I-18.8 J0 Z-1.0
G1 X18.8 Y0
G2 X18.6 Y0 I-18.6 J0 Z-0.8
G1 X18.6 Y0
G2 X18.4 Y0 I-18.4 J0 Z-0.6
G1 X18.4 Y0
G2 X18.2 Y0 I-18.2 J0 Z-0.4
G1 X18.2 Y0
G2 X18,0 Y0 I-18.0 J0 Z-0.2
G1 X18.0 Y0
G2 X17.8 Y0 I-17.8 J0 Z-0.0
G0 Z1
G0 X0 Y0
M5
M30
(シミュレーションが軌跡通り走るGcode)
S5000 M3
F60
G0 Z1
G0 X0 Y0
G0 X20 Y0
G1 Z-1.8
G1 X19.6 Y0
G2 X19.6 Y0 I-19.6 J0 Z-1.8
G1 X19.4Y0
G2 X19.4 Y0 I-19.4 J0 Z-1.6
G1 X19.2 Y0
G2 X19.2 Y0 I-19.2 J0 Z-1.4
G1 X19.0 Y0
G2 X19.0 Y0 I-19.0 J0 Z-1.2
G1 X18.8 Y0
G2 X18.8 Y0 I-18.8 J0 Z-1.0
G1 X18.6 Y0
G2 X18.6 Y0 I-18.6 J0 Z-0.8
G1 X18.4 Y0
G2 X18.4 Y0 I-18.4 J0 Z-0.6
G1 X18.2 Y0
G2 X18.2 Y0 I-18.2 J0 Z-0.4
G1 X18.0 Y0
G2 X18,0 Y0 I-18.0 J0 Z-0.2
G1 X17.8 Y0
G2 X17.8 Y0 I-17.8 J0 Z-0.0
G0 Z1
G0 X0 Y0
M5
M30
間違い探し・・・って感じ。
間違い側は円形加工の開始位置にG1で寄せてから、、、って
なってなかった。ただそれだけ。
書いてる時に気が付かず、
軌跡図でも気づかず、、、というか軌跡図は思い通りになってるので。
実行したら あぁ”あ”っ”!!!ってなった。